Einführung der Fließfertigung bei Bosch
„Heraus aus der Kiste! Herunter vom Transportwagen!“

Wirtschaftliche Herausforderungen in turbulenten Zeiten erfordern neue Konzepte. Vor hundert Jahren wurde die Fertigung bei Bosch so rationalisiert und modernisiert, dass das Unternehmen wieder wettbewerbsfähig arbeiten konnte. Mehrere Schritte waren notwendig.
Der Umzug der Maschinen
Alles war in Bewegung. Ab 1923 ging es im Stuttgarter Bosch-Werk noch lauter zu als sonst ohnehin schon. Um die Produktion wirtschaftlicher zu machen, führte Bosch ab 1923 ein neues Fertigungssystem, die so genannte Gruppenfertigung, ein. Damit einher ging eine große Räumaktion. Denn bei der Gruppenfertigung werden Arbeitsgänge einzelnen Gruppen zugeordnet und räumlich zusammengelegt. Die benötigten Maschinen und Werkzeuge müssen innerhalb einer Werkstatt zur Verfügung stehen, in der das Produkt in mehreren Arbeitsschritten komplett hergestellt wird. Produktionsprozesse sollen so vereinfacht und Transportwege verringert werden. Daher wurden die Arbeitsmaterialien im Werk nach und nach an neue Einsatzorte gebracht.

Die Dominanz der Werkstätten

Bis dahin hatte Bosch weitgehend nach dem Werkstattprinzip gearbeitet. In den einzelnen Werkstätten wurde unabhängig vom Gesamtprodukt gedreht, gefräst, geschliffen und gebohrt. In der einen Werkstatt ging es unter Umständen schneller als in einer anderen – je nach Aufwand des Arbeitsprozesses. Die halbfertigen Teile kamen zunächst in ein großes Lager, von wo sich eine andere Werkstatt bediente, um einen weiteren Arbeitsschritt auszuführen, bis am Ende das fertige Produkt vorlag. Dies erforderte viel Lagerkapazität und lange Transportwege. Darüber hinaus entstanden bei der Produktion eines Produkts oft lange Leerlaufzeiten. Dafür konnten jedoch individuelle Wünsche von Kunden auch bei kleineren Stückzahlen berücksichtigt werden.
Die Konkurrenz im Nacken
In den wirtschaftlich guten Zeiten vor dem Ersten Weltkrieg, in denen Bosch als einer der wenigen Hersteller seine Magnetzündapparate mit hohem Qualitätsanspruch in alle Welt verkaufte, spielten Zeit und Spezialistentum kaum eine Rolle. In den vier Jahren der Kriegsproduktion galt es schnell viel zu produzieren. Für eine wissenschaftliche Produktionsplanung war dabei keine Zeit. Nach Kriegsende sah dies anders aus. Starke Konkurrenz im Magnetzünderbau war weltweit entstanden. Die Konkurrenten konnten nun auch Produkte in ähnlicher Qualität anbieten – und das oft billiger. Dem Bosch-Management blieb nichts anderes übrig als die Produktionsabläufe auf den Prüfstand zu stellen, um diese rationeller und wirtschaftlicher zu machen.
Wissenschaftliche Betriebsführung und Fließband
Andere hatten es vorgemacht. In den USA setzte sich seit Ende des 19. Jahrhunderts das „Scientific Management“, die wissenschaftliche Betriebsführung, in produzierenden Betrieben durch. Das Konzept ging zurück auf Frederick Winslow Taylor, der Arbeitsprozesse analysiert und so zusammengefasst hatte, dass diese effizienter wurden. Neben der Optimierung der menschlichen Arbeitskraft war auch die Effizienz der Maschinen ein wesentlicher Faktor zur Umsetzung der Taylorschen Ideen. Die wissenschaftliche Betriebsführung war auch dafür verantwortlich, dass in großen Produktionsstätten mehr und mehr Fließbandarbeit eingeführt wurde. Pionier auf diesem Gebiet war Henry Ford, der in seinen Fabriken schon seit 1913 Autos am Fließband herstellte. In Europa setzte diese Entwicklung zeitverzögert erst nach dem Ersten Weltkrieg ein.
Am Anfang steht die Normung
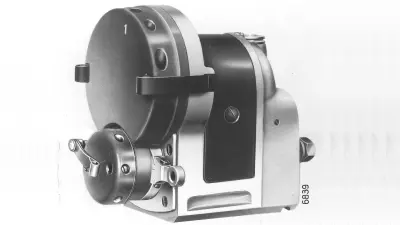
Um die wirtschaftlich schwierigen Zeiten zu überstehen, wurde die wissenschaftliche Betriebsführung auch für Bosch interessant. Neben neuen Produkten und neuen Absatzmärkten, war die Rationalisierung der Fertigung die dritte Säule, um das Unternehmen robust aufzustellen. Man konnte jedoch Fords Konzept nicht einfach übernehmen. Während sich Fords Modell T- Autos bis aufs Detail glichen, war dies für die Produkte des Automobilzulieferers Bosch nicht möglich. Mitte der 1920er gab es 44 Grundtypen eines Magnetzünders. Doch viele der darin verbauten Einzelteile unterschieden sich in kleinsten Details. Die Typenzahl des Verstellhebels beispielsweise, der für die optimale Nutzung des Zündzeitpunktes notwendig war, wurde zunächst von 700 auf 400 reduziert. Eine Varianz von 30 wäre ausreichend gewesen, die Kunden wünschten es aber anders. Das erschwerte es, die Voraussetzungen für eine rationellere Fertigung zu schaffen.
Testfall Horn
Daher galt es, zunächst Produkte für die Fließfertigung zu identifizieren, die mit einer kleinen Typenzahl auskam. Prädestiniert schien das eben auf den Markt gekommene Bosch-Horn. Innerhalb weniger Jahre wurde dessen Produktion auf Fließfertigung umgestellt und die Zeit, die es brauchte, um ein Horn komplett zu produzieren von 14 auf 4 Tage verkürzt. Dabei gelang es zusätzlich 25 Prozent Lohnkosten und 60 Prozent Lagerkosten zu sparen.

Fließende Produktion

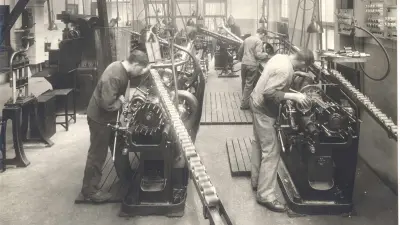
Aber auch bei der Herstellung des Magnetzünders setzte Bosch auf fließende Bewegungen. Beim Drehen und Fräsen der Gehäuse kamen die Rohlinge über ein abschüssiges Transportband beim Arbeiter an, der sie bearbeitete und auf das abschüssige Transportband danebenlegte, welches weitere Kollegen versorgte. So ging es geschmeidig weiter, ohne dass Transportkisten im Weg standen oder Teile mit Wägen transportiert werden mussten. In einer Werkstatt entstand meist ein fertiges Produkt, das sofort in den Versand gehen konnte.
Diese Kombination aus Gruppen- und Fließfertigung führte dazu, dass die Produktionszeit eines Magnetzünders von 50 auf vier Tage reduziert werden konnte. Dadurch konnte dieser günstiger angeboten werden.
Fertigungskompetent
Die Fertigung auf diese Weise zu rationalisieren, half Bosch, die wirtschaftlichen Turbulenzen der 1920er Jahre abzumildern und im harten Konkurrenzkampf wieder wettbewerbsfähig zu werden. Eine hohe Fertigungskompetenz war schon von der Gründung 1886 an ein zentraler Erfolgsfaktor für Bosch. Eine Geschichte, die sich fortsetzen sollte über den ersten Industrieroboter bis hin zur smarten Fabrik.
Autorin: Christine Siegel


